Research Article
Surface Energy Analysis of Natural Fibers Treated with CMC Powder, Epoxy Resin Along with Amine-based Hardeners for Improved Adhesion
1Department of Mechanical Engineering, Geetanjali Institute of Technical Studies, Rajasthan Technical University, India.
2Sir Padampat Singhania University, India.
3School of Computing and Informatics, University of Louisiana at Lafayette, Lafayette.
*Corresponding Author: Deepak Paliwal, Department of Mechanical Engineering, Geetanjali Institute of Technical Studies, Rajasthan Technical University, India.
Citation: Mishra S, Paliwal D, Chakrabarti P, Chakrabarti T and Margala M. (2024). Surface Energy Analysis of Natural Fibers Treated with CMC Powder, Epoxy Resin Along with Amine-based Hardeners for Improved Adhesion. Scientific Research and Reports, BioRes Scientia Publishers. 1(3):1-14. DOI: 10.59657/2996-8550.brs.24.019
Copyright: © 2024 Deepak Paliwal, this is an open-access article distributed under the terms of the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original author and source are credited.
Received: July 24, 2024 | Accepted: July 20, 2024 | Published: July 29, 2024
Abstract
The comparative analysis of surface energy in natural fibers is a pivotal exploration that delves into the intricate dynamics governing the interaction between fibers and composite additives. This study investigated the surface energy responses of jute, coconut coir, hemp, bamboo and flax fibers. The evaluation of surface energy has been conducted by employing the Young-Dupre equation, considering an epoxy resin augmented with an amine-based hardener and CMC powder. The optimum concentration of the amine-based hardener has been identified for the conduction of comparative study under standardized conditions. The study identified that Jute fiber exhibited a remarkable and distinctive response to the addition of CMC powder among selected natural fibers. The surface energy levels of jute surpassed other natural fibers, especially when the CMC powder concentration exceeded 1.5%. The findings suggest that the use of CMC powder in combination with epoxy resin and amine-based hardeners can significantly improve the surface energy of Jute among natural fibers.
Keywords: amine-based hardener; carboxymethyl cellulose (cmc); epoxy resin; natural fibers
Introduction
The growing interest in natural fibers, propelled by factors such as accessibility, eco-friendliness and biodegradability, has led to extensive research [1], particularly on plant-derived fibers like jute, sisal, and hemp. European automakers have responded to the demand for lighter, safer and more fuel-efficient vehicles by embracing these materials, marking a significant shift in the past decade. The increasing interest in natural fiber-reinforced polymer composites for their cost-effectiveness and eco-friendly attributes has also been well-documented by numerous researchers [2]. The researchers [3] have emphasized the importance of using green composite materials to earn carbon credits and reduce air pollution in industries, as mandated by the Kyoto Protocol. They highlighted the growing use of natural fiber-reinforced composites across various industries due to their thermal, mechanical and environmental benefits. The in-depth review [4,5] of natural fibers in composite materials, from their origins, properties, and applications across industries has been covered. Researchers have also explored enhancements of properties through nano-fillers, offering insights for future research and technological development in this dynamic field. The interfacial adhesion, significantly influenced by chemical modifications, plays a crucial role in impacting tensile properties, showcasing the potential for sustainable and enhanced composite materials. Natural fiber-reinforced composites have gained considerable attention due to their unique biodegradability properties. While natural fibers offer challenges like high moisture adsorption and poor compatibility with polymeric matrices exist. Advances in surface treatment techniques, encompassing chemical, physical and biological methods, have effectively addressed these challenges [6]. These techniques enhance the surface chemistry and morphology of natural fibers, positively impacting the mechanical properties of composites. One notable study [7] highlights the advantages of natural fibers over synthetics, leading to chemical treatments to introduce new functionalities. Mercerization and silane treatment were applied to hibiscus sabdariffa fibers, showcasing the diverse applications of these modified fibers. Physicochemical properties were comprehensively evaluated, providing insights into the potential applications of the modified fibers. Overcoming challenges [8] through surface treatments is key to maximizing the potential of natural fiber composites. George, J., Sreekala, M. S., & Thomas, S., in their review [9], explored various surface treatment methods of natural fibers, such as physical and chemical treatments, to improve their compatibility with the matrix in composite materials. Shakir and Singh [10] highlighted the increasing use of jute and its hybrid composites due to environmental concerns and pollution. They emphasized the mechanical and physical properties of jute fibers and their applications and discussed recent advancements in jute-based composites. Md. Muzammel Hossen et al. [11] conducted a study on bio-composites of jute and coir fibers reinforced polylactic acid, emphasizing the significant enhancement in mechanical properties through alkali-silane treatment. Similarly, S. S. Ray and M. Bousmina [12] reviewed the properties and potential applications of a wide range of biodegradable polymers, contributing to the understanding of sustainable materials. Tsegaye et al. [13] emphasized the underexploited potential of lignocellulosic biomass in bio-based plastic production, highlighting the finite nature of fossil resources and the need for a transition to renewable alternatives. Iroegbu Austine Ofondu, C., and Ray, S.S., in their review [14], highlighted the potential of biorenewable nanocomposites, emphasizing ongoing efforts to overcome limitations and promote sustainability in materials development. Somashekar & Shanthakumar [15] explored chemically treated jute fiber reinforced thermoplastic polypropylene composites, revealing the significant influence of fiber content and extruder screw speeds on mechanical properties. The increasing use of long natural fibers (LNF) in structural composites for automotive and construction applications underscores their sustainability advantages. Studies [16] focusing on natural fiber-reinforced polymer composites, utilizing coconut coir sheaths, highlighted the growing significance of composite materials. The incorporation of glass short fibers in coir fibers resulted in enhanced stiffness. The wear performance of jute/coir unsaturated polyester composites, incorporating eggshell powder (ESP) and nanoclay (NC), exhibited promising characteristics [17]. The study of the surface tension of natural fibers involved various techniques, including wetting techniques and the application of the Young-Laplace equation. The incorporation of natural coconut coir fibers in specimens [18] revealed favorable compressive, tensile, impact, bending and hardness values, showcasing the potential applicability of coconut coir fiber composites in the automotive field. Employing non-dry flax fiber [19] and a moisture-insensitive polyester resin in composite production was suggested to enhance moisture durability and streamline production. The statistical study [20] revealed similarities in variability between LNF and carbon fiber laminates, providing valuable insights for designing reliable natural fiber composite structures. Researchers are been continuously exploring novel natural resources for bio-based plastics and composites, reflecting a growing commitment to sustainable alternatives and contributing to advancements in environmentally friendly materials. Studies on bamboo fiber, banana fiber and cellulose nanofibrils further emphasize the importance of effective fiber-matrix adhesion and surface modification methods. The study [21] revealed that at 50% volume fraction of bamboo fiber, significantly improving mechanical properties, including impact, flexural, and tensile strength, as well as enhanced thermal behaviour. The researchers have also explored the impact of chemical treatment on Banana fiber (BF) reinforced polypropylene (PP) composites, The study [22] underscores significantly improved mechanical properties with the variation in BF concentrations and chemical treatment. Researchers [23]have also emphasized the pivotal role of effective fiber-matrix adhesion. It has been pointed out that techniques such as dewaxing, alkali treatment and coupling agents enhances adhesion, showcasing potential applications in natural fiber-polypropylene composites and biocomposites with biodegradable plastics. Inverse Gas Chromatography was highlighted [24] as a powerful method for determining surface tension values of various natural fibers. Green composites, blending degradable cellulosic fibers with natural resins, offer an eco-friendly alternative to petroleum-based materials. With a focus on cellulose and its nanocomposites, Khalil, H. A., Bhat, A. H., & Yusra, A. F. [25] explored their processing, properties and applications, showcasing their potential as environmentally sustainable and technologically promising materials. Sharma et al. [26] explored the incorporation of cellulose microcrystals (CMCs) to enhance the fiber-matrix interface and overall performance of glass fiber reinforced epoxy composites. Utilizing cellulose fibers from Alfa stems [27] as reinforcement for polyurethane composites presented environmental benefits, revealing changes in thermal and mechanical properties. The study [28] focused on enhancing kenaf/epoxy composites with cellulose nanofibers (CNFs) and nano clays demonstrated significantly improved mechanical and thermal properties. Additionally, the validation of the impregnated fiber bundle test [29] for natural fibers provided insights into their stiffness and ultimate tensile strength.
The research studies presented here underscores the dynamic and evolving landscape of natural fiber composites. Researchers across various disciplines are actively engaged in exploring innovative approaches, surface treatments and material combinations to unlock the full potential of natural fibers for sustainable applications. The continual emphasis on eco-friendly alternatives reflects a broader commitment to advancing materials that align with environmental sustainability goals. It has been identified that the Carboxymethyl cellulose (CMC) powder and amine-based hardeners are two surface modifiers that have shown promising results in improving the adhesion between natural fibers and the matrix material. However, there is still a need for further research to understand the mechanisms by which these surface modifiers interact with the natural fibers and to optimize their use in composite materials. Studies have suggested that the use of CMC powder and amine-based hardeners can be an effective surface treatment method for natural fibers in composite materials, leading to improved interfacial properties and enhanced mechanical performance. Carboxymethyl Cellulose, a water-soluble derivative of cellulose and amine-based hardeners, known for their cross-linking capabilities, represent two distinct classes of additives that could significantly impact the mechanical behavior and overall performance of composite materials. However, the current literature lacks comprehensive studies that directly compare the effects of these two across a range of natural fibers. The present research has investigated the surface energy changes of different types of natural fibers when treated with a mixture of epoxy resin and CMC powder, along with amine-based hardeners. By understanding the surface energy changes, authors aim to better understand the mechanisms behind the improved adhesion properties and optimize the use of these surface modifiers for natural fiber composites. This research has the potential to contribute to the development of more sustainable and durable composite materials for various applications in industries such as automotive, aerospace and construction.
Materials and Methods
Materials used in the study
Natural fibers, such as jute fibers, coconut coir, hemp, flax and bamboo, were selected as the material due to their abundance, low cost and biodegradability. CMC powder was used as a surface modifier to improve the adhesion of the fibers with the epoxy resin. Epoxy resin was chosen as the matrix material due to its excellent mechanical properties and adhesion characteristics. Amine-based hardeners were used to accelerate the curing process of the epoxy resin. The surface energy of the materials has been analyzed to understand the adhesion behavior between the natural fibers and the epoxy resin. This analysis has been carried out using contact angle measurements and surface energy calculations. Contact angle measurement is a technique used to quantify the wetting behavior of a liquid droplet on a solid surface. It is an important parameter to determine the surface energy and wettability of the solid surface. The contact angle is defined as the angle formed between the liquid-vapor interface and the solid-liquid interface at the three-phase contact line where the three interfaces meet. The contact angle can be measured using various instruments such as goniometers, tensiometers and drop shape analyzers. The most commonly used method is the sessile drop method, in which a droplet of liquid is placed on a solid surface and the contact angle is measured by imaging the droplet and analyzing the shape of the droplet using software. The contact angle is influenced by various factors such as the surface chemistry, roughness and topography of the solid surface, as well as the interfacial tension between the liquid and solid phases. The contact angle can be used to determine the surface energy and surface tension of the solid surface, which can provide insight into the adhesion behavior and bonding properties of the surface. Surface energy is the energy required to increase the surface area of a material by a unit area. In this study, solid surface energy of fiber has been calculated through on contact angle measurements technique. The Young-Dupre equation has been used for the calculation of fiber surface energy as shown below:
 - (1)
- (1)
where θ is the contact angle between the liquid and solid, γS is the surface energy of the solid, and γL is the surface energy of the liquid.
The contact angle is obtained through sessile drop method, while, energy of liquid composed of resin, cmc powder and hardener is identified by Wilhelmy plate method. Using this equation, the surface energy of the natural fibers treated with CMC powder, epoxy resin, and amine-based hardeners has been calculated. This calculation can provide insights into the adhesion properties of the treated fibers and the effectiveness of the surface modification process of different materials used in the study.
Preparation of natural fibers
The preparation of the natural fiber surface for surface energy calculation involves several steps, depending on the type of fiber and the specific treatment being used. Following steps have been used to prepare the samples of natural fibers in the present research.
First, the fibers are cleaned to remove any contaminants that could affect the surface energy measurements. This involved washing of fibers with a solvent and then rinsing them thoroughly to remove any residual cleaning agents. Next, the fibers are allowed to dried by air-drying followed by heating in an oven to remove any moisture that could affect the surface energy measurements. Once the natural fibers were clean and dry, they are compressed to form a solid surface to be typically treated with a surface modifier, such as CMC powder or epoxy resin with amine-based hardeners, to improve their adhesion properties. Finally, the fibers are subjected to contact angle measurements using a sessile drop method to determine their surface energy. This involves measuring the contact angle of a droplet of a known liquid on the fiber surface and then using the Young-Dupre equation to calculate the surface energy of the fiber.
Preparation of epoxy resin and CMC powder mixture
Influence of Epoxy, Amine-Based Hardener and CMC Powder on Surface Energy of natural fibers can be studied by preparing a liquid matrix focusing on distinct conditions that involve the mixing of epoxy resin, amine-based hardener and carboxymethyl cellulose (CMC) powder. The present study encompasses conditions which explore different weight percentages of hardener and CMC powder to understand the impact of a liquid matrix on surface energy. The study investigates (i) the influence of varying amine-based hardener concentrations (ranging from 0% to 5% by weight of epoxy) on the surface energy of an epoxy resin. The objective of this investigation is to observe how variations in hardener concentration influence the surface energy and identify optimal hardener percentages for achieving desired surface properties. (ii) Impact of equal Proportions of hardener and CMC powder on the surface energy of an epoxy resin. This evaluation reflects the combined influence of hardener and CMC powder on surface energy and assesses how this dual modification impacts the wetting behavior of the epoxy matrix. (iii) Finally, investigating the influence of CMC powder on surface energy when added directly to the epoxy matrix, alongside a fixed percentage of amine-based hardener (the optimum value).
This systematic exploration of epoxy, amine-based hardener and CMC powder combinations under various conditions has been evaluated with four different natural fibers - jute, coconut coir, hemp, and bamboo with the objective of identifying the best-performing fiber based on a comprehensive analysis of surface energy. The findings contribute to the development of sustainable materials with improved performance characteristics. This knowledge is crucial for tailoring material properties to meet specific requirements in applications ranging from automotive components, construction materials and consumer goods. The versatility of these modifications allows for fine-tuning of surface characteristics, opening avenues for innovation in material design and engineering.
Results and Discussion
Surface energy analysis of Jute fibers treated with the epoxy resin with varying amine-based hardener concentrations
Jute fibers, have gained prominence as sustainable reinforcements in composite materials. The interaction between natural fibers and the matrix significantly influences the overall performance of the composite. A comprehensive surface energy analysis of jute fibers treated with epoxy resin at varying concentrations of amine-based hardener has been covered in this section. The goal is to elucidate the impact of hardener concentration on the wetting behavior of jute fibers, ultimately influencing the surface energy and, consequently, the overall performance of the composite.
Table 1: Surface Energy of Jute Fiber Under Varying Percentage of Hardener
| Hardener (% by weight of epoxy resin) | Surface Energy (mN/m2) |
| 0 | 38.5 |
| 0.5 | 39.1 |
| 1 | 39.7 |
| 1.5 | 40.2 |
| 2 | 40.6 |
| 2.5 | 41 |
| 3 | 41.3 |
| 3.5 | 41.6 |
| 4 | 41.9 |
| 4.5 | 42.1 |
| 5 | 42.3 |
Table 1 shows the surface energy values for jute fibers treated with varying concentrations of an amine-based hardener, expressed as a percentage by weight of the epoxy resin. This information offers valuable insights into the relationship between hardener concentration and the resulting surface energy of the composite material. There is a clear increasing trend in surface energy as the hardener concentration rises. This is indicative of improved wetting behavior and enhanced adhesion between the jute fibers and the epoxy matrix. The data suggests an initial steep increase in surface energy up to a hardener concentration of 2.5 %. Beyond this point, the rate of increase slows down. This indicates that there might be an optimal or saturation point where additional hardener does not significantly contribute to further improvements in surface energy. Therefore, designating 5 percent as the optimum addition of amine-based hardener reflects a strategic decision to balance the benefits of enhanced surface energy with practical considerations.
Figure 1: Hardener (%) Vs Surface Energy of Jute Fiber
Table 2: Surface Energy of Jute Fiber Surface with Amine Based Hardener & Cmc Powder in The Same Concentration.
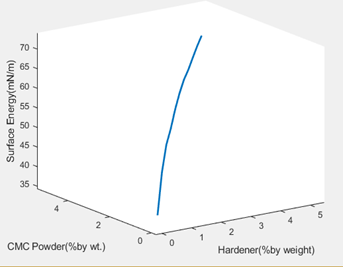
Figure 2: Variation in CMC powder and Hardener increasing Surface Energy
It has been noticed that the contact angle decreases as the percentage of amine-based hardener added to the epoxy resin leading to the increase in surface energy. The results suggest that the addition of amine-based hardener to the epoxy resin can improve the adhesion between the jute fibre and the epoxy matrix, potentially leading to stronger and more durable composite materials.
Table 2 data includes variations in both amine-based hardener and CMC powder concentrations, expressed as a percentage by weight of the epoxy resin. The data indicates that as the concentration of the amine-based hardener increases along with CMC powder, the surface energy of the composite has a substantial increased. The combined influence of both the amine-based hardener and CMC powder is evident in the Table 2 and Figure 2. There is a synergistic effect, with surface energy values showing an increasing trend as concentrations of both components rise. Thus, in the case of Jute fiber, the addition of amine-based hardener and CMC powder can enhance the properties of jute fiber reinforced composites and improve their mechanical properties. Since, 5 percent addition of hardener has been considered as an optimum value, final observation is recorded to identify the maximum level of jute fiber surface energy keeping constant hardener concentration and increasing of CMC powder in the epoxy resin.
Further, 5 percent addition of the amine-based hardener has been considered as the optimum value, the final observation aims to identify the maximum level of jute fiber surface energy while keeping the hardener concentration constant and increasing the CMC powder content in the epoxy resin. This investigation can provide insights into the potential enhancement of surface energy by varying the CMC powder concentration.
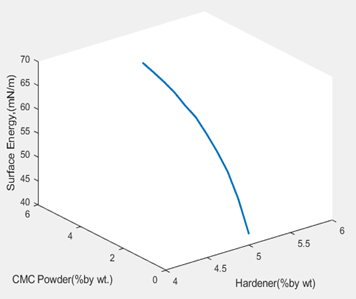
Table 3 (Figure 3): Surface Energy with Constant Hardener & Varying Cmc Powder Concentration
In this observation Table 3 (Figure 3), the amine-based hardener is kept constant at 5% by weight of epoxy resin, while the CMC powder is varied from 0% to 5% by weight of the mixture of epoxy resin and amine-based hardener. It can be seen that as the amount of CMC powder is increased, the contact angle decreases, which indicates that the surface becomes more hydrophilic. At the same time, the surface energy also increases, indicating that the surface becomes more reactive. Hence, the addition of CMC powder to the mixture of epoxy resin and amine-based hardener leads to a more hydrophilic and reactive jute fiber surface.
b. Surface energy analysis of Coconut Coir treated with the epoxy resin with varying amine-based hardener concentrations
Coconut coir, a natural fiber derived from coconut husks, has gained recognition as a sustainable reinforcement material in composite applications. The surface energy analysis of coconut coir treated with epoxy resin at varying concentrations of an amine-based hardener shall help in understanding the differences in surface energy characteristics between Jute and coconut coir natural fibers. Comparison between coconut coir and jute fibers contributes to the broader knowledge base on natural fiber composites and aids in the development of sustainable materials.
Table 4 provides the data showing the surface energy values for coconut coir and jute fibers treated with varying concentrations of an amine-based hardener in epoxy resin. Additionally, it includes the calculated surface energy difference between jute and coconut coir fibers at each hardener concentration. The surface energy of coconut coir exhibits initially low energy as compared to Jute but the level increases significantly after 2.5 % of hardener mixing and possess very high energy at 5 % of hardening in epoxy resin. This indicates that the surface energy of coconut coir compared to jute has a dynamic response to the hardening process.
Table 4: Surface Energy Comparison of Jute and Coconut Coir Fiber When Amine-Based Hardener Continuously Increases by Weight of Epoxy Resin
| % Amine-based hardener by weight of epoxy resin | Surface energy (mN/m2) of coconut coir | Surface energy (mN/m2) of Jute | Surface Energy difference (mN/m2) between Jute and Coconut coir |
| 0% | 21.7 | 38.5 | 16.8 |
| 0.50% | 25.5 | 39.1 | 13.6 |
| 1.00% | 28.7 | 39.7 | 11 |
| 1.50% | 32.4 | 40.2 | 7.8 |
| 2.00% | 36.6 | 40.6 | 4 |
| 2.50% | 41.2 | 41 | -0.2 |
| 3.00% | 44.6 | 41.3 | -3.3 |
| 3.50% | 48.2 | 41.6 | -6.6 |
| 4.00% | 51.1 | 41.9 | -9.2 |
| 4.50% | 53.7 | 42.1 | -11.6 |
| 5.00% | 56.5 | 42.3 | -14.2 |
Figure 4: Effect on coconut coir surface energy by adding CMC powder in Epoxy resin (containing hardener).
Table 5: Surface Energy Comparison of Jute and Coconut Coir Fiber When Both Amine-Based Hardener and Cmc Powder Continuously Increases by Weight of Epoxy Resin
| Amine-based Hardener (% by weight of epoxy resin) | CMC Powder (% by weight of epoxy resin) | Surface energy (mN/m2) of coconut coir | Surface energy (mN/m2) of Jute | Surface Energy difference (mN/m2) between Jute and Coconut coir |
| 0 | 0 | 21.7 | 38.5 | 16.8 |
| 0.5 | 0.5 | 25.1 | 47.7 | 22.6 |
| 1 | 1 | 28.5 | 53 | 24.5 |
| 1.5 | 1.5 | 32 | 55.3 | 23.3 |
| 2 | 2 | 35.4 | 58.5 | 23.1 |
| 2.5 | 2.5 | 38.8 | 60.9 | 22.1 |
| 3 | 3 | 42.3 | 62.6 | 20.3 |
| 3.5 | 3.5 | 45.7 | 63.4 | 17.7 |
| 4 | 4 | 49.1 | 64.7 | 15.6 |
| 4.5 | 4.5 | 52.6 | 65.9 | 13.3 |
| 5 | 5 | 56 | 66.8 | 10.8 |
Figure 5: Effect on Jute surface energy by adding CMC powder in Epoxy resin (containing hardener).
The surface energy characteristics of jute and coconut coir fibers under conditions involving the incremental addition of both an amine-based hardener and carboxymethyl cellulose (CMC) powder in epoxy resin composites has been represented in Figure 4,5 and 6. For coconut coir, an increase in amine-based hardener concentration leads to a little fluctuation in surface energy levels with the addition of CMC powder as shown in Figure 4. The response is relatively unaffected, indicating that the surface energy of coconut coir is not significantly influenced by CMC powder. Conversely, for jute fibers, a noticeable and significant increase in surface energy is observed with the addition of CMC powder depicted in Figure 5. This suggests a strong interaction between CMC powder and jute fiber, leading to improved wetting and adhesion.
Figure 6: Comparison of surface energy of Jute and coconut fiber when CMC powder and hardener of equal percentage added in Epoxy resin.
The data highlights a distinct disparity in how jute and coconut coir respond to the addition of CMC powder. Jute experiences a substantial rise in surface energy, especially with the addition of CMC powder, while coconut coir shows a relatively stable surface energy profile, indicating minimal response to CMC addition as shown in Figure 6. Without CMC powder addition, the surface energy of jute fibers is initially lower compared to coconut coir. Later on, a significant increase in surface energy for jute fibers has been observed with the addition of CMC powder in the Figure 7. This increase becomes noticeable at a CMC concentration of 1.5%, when it overcomes the energy level of coconut coir fiber surface and reaching at 66.8 mN/m2 value at 5% CMC addition.
This study extends its focus on hemp fibers as well. Researchers have examined the surface energy of hemp fiber under varying concentrations of an amine-based hardener. Additionally, a comparative analysis has been conducted, juxtaposing the surface energy trends of hemp fibers with those of jute and coconut fibers under the same conditions. Amine-based hardener is varied in concentrations from 0 to 5 % with an incremented addition of 0.5 for 11 separate observations of epoxy-treatment and surface energy calculations as previously done with jute and coconut coir fibers. The surface energy trends in hemp fibers have been compared in Figure 8 with those observed in jute and coconut fibers under identical hardener concentrations. Without the addition of the hardener, the surface energy of hemp fibers lies between that of coconut coir and jute.
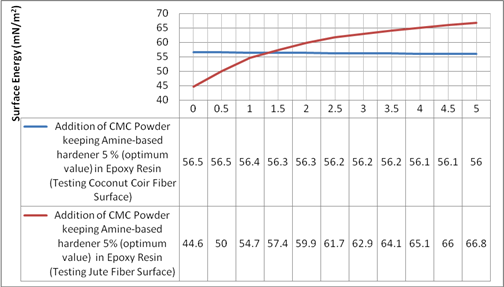
Figure 7: Comparison of surface energy of Jute and coconut fiber when CMC powder added in Epoxy resin (containing constant 5 percent of hardener).
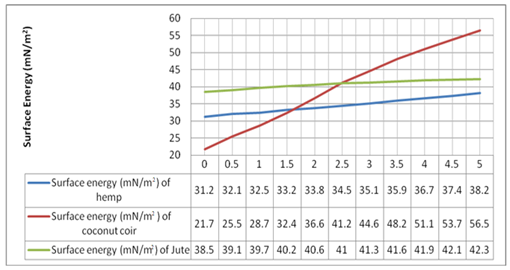
Figure 8: Comparative Dynamics of Surface Energy Response: Coconut Coir, Jute, and Hemp Fibers under Amine-Based Hardener Influence
The rising trend in surface energy observed in hemp is similar to that noticed in jute fibers under the influence of the hardener. Coconut coir exhibits a rapid increase in surface energy as the concentration of the amine-based hardener rises. The dynamic response suggests a high affinity between coconut coir fibers and the hardener, leading to quick changes in surface characteristics. Jute, in contrast, displays a slower and less pronounced increase in surface energy with the addition of the hardener. Hemp fibers showcase a moderate and steady increase in surface energy. While not as rapid as coconut coir, hemp's response is more dynamic compared to jute. However, when both hardener and CMC powder added in same proportion into the epoxy resin and tested for surface energy of hemp, jute and coconut coir an interesting result is obtained. The surface energy levels of hemp and jute fibers are found to be almost the same at each concentration of both hardener and CMC powder as shown in Figure 9. This suggests a similar response in terms of wetting and adhesion characteristics for the two fibers. While the surface energy levels are comparable, jute fibers exhibit a slightly higher energy level compared to hemp fibers across all concentrations. This indicates that, under the given conditions, jute has a slightly higher affinity for the applied treatments. Even when the hardener percent is kept constant (5 %) same response has been noticed with the addition of CMC powder in the epoxy resin as depicted in the Figure 10.
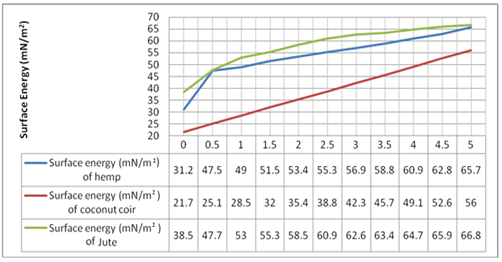
Figure 9: Comparative Surface Energy Analysis of Hemp, Coconut coir and Jute Fibers under Varied Hardener and CMC Powder Concentrations
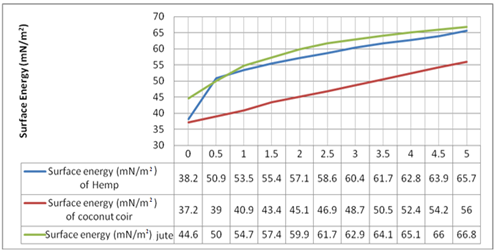
Figure 10: Comparative Surface Energy Analysis of Hemp, Coconut coir and Jute Fibers CMC Powder Concentrations keeping 5% hardener constant through observations
Finally, this study examines and compares the surface energy performance of bamboo fibers and flax under the influence of an amine-based hardener and carboxymethyl cellulose (CMC) powder with the goal of analyzing the variations in surface energy levels. The results are compared with those observed in hemp, coconut coir, and jute fibers. The sequential treatments involve the initial application of the hardener on bamboo and flax fibers, followed by a treatment with equal proportions of hardener and CMC powder, and finally, a constant 5% hardener with varying concentrations of CMC powder. The results of surface energy of both bamboo and flex fibers have been compared with hemp, coconut coir and jute fibers, in Figure 11 and shedding light on their unique responses to the applied treatments. Figure 11 compares the surface energy characteristics of five natural fibers—jute, coconut coir, hemp, bamboo, and flax—under the influence of an epoxy resin containing 5% hardener, with varying concentrations of carboxymethyl cellulose (CMC) powder ranging from 0% to 5%. Hemp, coconut coir and flax fibers exhibit a similar trend in surface energy increase with the addition of CMC powder. The rates of increase are almost identical for these fibers. However, hemp consistently maintains a higher energy level than flax throughout the entire range and flax consistently outperforms coconut coir fibers. Bamboo fiber, in contrast, shows a relatively constant surface energy level across the entire range of CMC powder concentrations. This stability suggests that bamboo may have a more subdued response to the addition of CMC powder compared to the other fibers. Jute fiber demonstrates the highest surface energy levels among all fibers, consistently surpassing the others especially after the exceeding of 1.5 % of CMC powder addition. This exceptional response indicates a robust affinity between jute and the combined effects of the epoxy resin, hardener, and CMC powder.
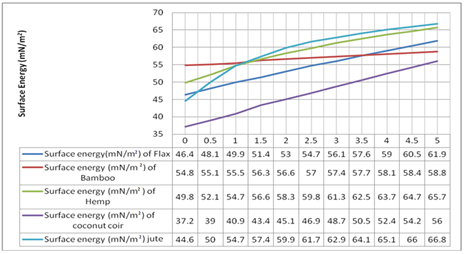
Figure 11: Comparative Analysis of Surface Energy in Natural Fibers: Impact of CMC Powder in Epoxy Resin with 5% Hardener
Conclusion, Limitations and Future Work
The comparative analysis of surface energy in jute, coconut coir, hemp, bamboo, and flax fibers unraveled a complex landscape of dynamic responses. Through meticulous experimentation and calculation using the Young-Dupre equation, the intricacies of fiber interactions with epoxy resin, amine-based hardener and CMC powder has been navigated.
The research unfolds in distinct stages, beginning with the identification of the optimum concentration of the amine-based hardener. This critical milestone sets the stage for subsequent analyses under standardized conditions. Notably, jute fiber emerges as a standout performer, exhibiting the highest surface energy levels, particularly beyond a CMC powder addition of 1.5%.
Jute fiber emerged as a standout performer, exhibiting the highest surface energy levels, particularly as CMC powder additions increased beyond 1.5%.
This comprehensive exploration not only advances the understanding of the surface energy dynamics in natural fibers but also presents a roadmap for tailored composite formulations. The nuanced responses of each fiber type open doors for applications spanning a spectrum of industries, from construction materials to bio-composites. Additionally, exploring the mechanical properties of composites formed under these conditions can provide a holistic view of the practical implications of surface energy dynamics. There are several limitations of this study that should be taken into consideration.
Firstly, the study only focused on the effects of CMC powder mixture on the surface energy of natural fibers treated with epoxy resin and amine-based hardener. The study did not investigate the effects of other additives or processing conditions on the properties of the composite material.
Secondly, the study only analyzed the surface energy of the fibers, and did not investigate other mechanical, thermal, or physical properties of the composite material.
Thirdly, the study only investigated the properties of the composite material in terms of its surface energy, and did not evaluate its performance in real-world applications. Therefore, future studies could focus on investigating the effects of other additives and processing conditions on the properties of the composite material.
As the authors conclude the investigation of natural fibers into the identification of surface energy, the knowledge gained lays the groundwork for future innovations and advancements in the realm of composite materials.
References
- V. Naik, M. Kumar and V. Kaup. (2022). “A Review on Natural Fiber Composite Materials in Automotive Applications”. Engineered Science, 18(202):1-10.
Publisher | Google Scholor - H. Ku, H. Wang, N. Pattarachaiyakoop and M. Trada. (2011). “A review on the tensile properties of natural fiber reinforced polymer composites”. Composites Part B: Engineering, 42(4):856-873.
Publisher | Google Scholor - D. Bishnoi and G. P. Singh. (2023). “A comprehensive review of natural fiber reinforced composite and their modern application”. Materials Today Proceedings, 92:1-5.
Publisher | Google Scholor - D. Thapliyal, S. Verma, P. Sen, R. Kumar, A. Thakur, A. K. Tiwari, D. Singh, G. D. Verros, and R. K. Arya. (2023). “Natural Fibers Composites: Origin, Importance, Consumption Pattern, and Challenges”. Journal of Composite Science, 7(12):506.
Publisher | Google Scholor - Z. Sun, Y. Duan, H. An, X. Wang, S. Liang, and N. Li. (2023).
Publisher | Google Scholor - N. Lu, S. Oza and M.G. Tajabadi. (2015).
Publisher | Google Scholor - A. Singha, V.K. Thakur, I. Kaur, A. Shama, A.J. Khanna, R.K. Rana & A. Rana. (2009). Surface-Modified Hibiscus sabdariffa Fibers: Physicochemical, Thermal, and Morphological Properties Evaluation. International Journal of Polymer Analysis and Characterization, 14(8):695-711.
Publisher | Google Scholor - Ravi M. Dubey, R. R. Shome, A. Guha, S. Kumar, and A. C. Kumar. (2018). “Effect of surface treatment on natural fibers composite”. IOP Conf. Ser.: Mater. Sci. Eng, 376.
Publisher | Google Scholor - J. George, M. S. Sreekala, and S. Thomas. (2004). “A review on interface modification and characterization of natural fiber reinforced plastic composites,” Polymer Engineering & Science, 41(9):1471-1485.
Publisher | Google Scholor - M. H. Shakir and A. K. Singh. (2024). “Mechanical properties, surface treatments, and applications of jute fiber reinforced composites—A review,” Polymer Advanced Technology, Wiley Online Library.
Publisher | Google Scholor - M. Hossen, J. Feng, Yuxiang, Y and W. Jiang. (2020). “Preparation and evaluation of mechanical, chemical, and thermal properties of hybrid jute and coir fibers reinforced bio-composites using poly-lactic acid and poly-caprolactone blends”. Mater. Res. Express, 7.
Publisher | Google Scholor - S. S. Ray and M. Bousmina, (2005). “Biodegradable polymers and their layered silicate nanocomposites: in greening the 21st century materials world,” Progress in Materials Science, 50(8):962-1079.
Publisher | Google Scholor - B. Tsegaye, A. Ström and M. S. Hedenqvist. (2023). “Thermoplastic lignocellulose materials: A review on recent advancement and utilities”. Carbohydrate Polymer Technologies and Applications, 5.
Publisher | Google Scholor - C. Iroegbu Austine Ofondu and S. S. Ray. (2022). “Recent developments and future perspectives of bio renewable nanocomposites for advanced applications”. Nanotechnology Reviews.
Publisher | Google Scholor - S. Somashekar and G. C. Shanthakumar. (2019). “Effect of fiber content and screw speed on the mechanical properties of jute fiber reinforced polypropylene composite”, AIP Conf. Proc, 2105.
Publisher | Google Scholor - R. Karthikeyan, K. Tamilmannan, S. Socrates, S. Kaliappan, P. P. Patil, N. Ramasamy, and V. Jayaseelan. (2022). “Experimental investigation on the coconut fiber reinforced hybrid gear composites”. Materials today: Proceedings, 62(2):1252-1255.
Publisher | Google Scholor - G. Karuppiah, K.C. Kuttalam, N. Ayrilmis, et al. (2022). “Tribological analysis of jute/coir polyester composites filled with eggshell powder (ESP) or nanoclay (NC) using grey rational method”. Fibers, 10:60.
Publisher | Google Scholor - R. Sadish Kumar, M. Arulraj and A. Thirumoorthy. (2021). “Investigation on Mechanical Behavior of Coconut Coir Fiber Reinforced Composites”. Journal of Mineral, Metal and Material Engineering, 7:23-28.
Publisher | Google Scholor - M.M. Lu and A.W. Van Vuure. (2019). “Improving moisture durability of flax fibre composites by using non-dry fibres”. Composites Part A: Applied Science and Manufacturing, 123.
Publisher | Google Scholor - J.P. Torres and L. Vandi. (2017). “The mechanical properties of natural fibre composite laminates: A statistical study”, Composites Part A: Applied Science and Manufacturing, 98.
Publisher | Google Scholor - S.K. Chattopadhyay, R.K. Khandal, and A.K. Ghoshal. (2011). “Bamboo Fiber Reinforced Polypropylene Composites and Their Mechanical, Thermal, and Morphological Properties”, Journal of Applied Polymer Science, 119(3):1619-1626.
Publisher | Google Scholor - U.K. Komal, V. Verma, T. Aswani, and N. Verma. (2018). “Effect of chemical treatment on mechanical behavior of banana fiber reinforced polymer composites”. Materials Today Proceedings, 5(9):16983-16989.
Publisher | Google Scholor - A.K. Mohanty, M. Misra, and L.T. Drzal. (2012). “Surface modifications of natural fibers and performance of the resulting biocomposites: An overview”. Composite Interfaces, 8(5):313-343.
Publisher | Google Scholor - J.Y.Y. Heng, D.F. Pearse, F. Thielmann, T. Lampke, and A. Bismarck. (2007). “Methods to determine surface energies of natural fibres: a review”. Composite Interfaces, 14:581-604.
Publisher | Google Scholor - A.H.P.S. Khalil, A.H. Bhat, A.F.T. Yusra, M. Misra, and L.T. Drzal. (2012). “Green composites from sustainable cellulose nanofibrils: A review”. Carbohydrate Polymers, 87(2):963-979.
Publisher | Google Scholor - P. Shama, P. Subramani, P. Goswami, and R. Sohel. (2020). “Novel glass fibre reinforced hierarchical composites with improved interfacial, mechanical and dynamic mechanical properties developed using cellulose microcrystals”. Materials & Design, 188.
Publisher | Google Scholor - Hadjadj, O. Jbara, A. Tara, M. Gilliot, F. Malek, M. Miloud Maafi, and L. Tighzert. (2016). “Effects of cellulose fiber content on physical properties of polyurethane based composites”. Composite Structures, 135:217-223.
Publisher | Google Scholor - A. Khan, M. Asiri, M. Jawaid, N. Saba, et al. (2020). “Effect of cellulose nano fibers and nano clays on the mechanical, morphological, thermal and dynamic mechanical performance of kenaf/epoxy composites”. Carbohydrate Polymers, 239:116248.
Publisher | Google Scholor - F. Bensadoun, I. Verpoest, J. Baets, J. Müssig, N. Graupner, P. Davies, et al. (2017). “Impregnated fibre bundle test for natural fibres used in composites”. Journal of Reinforced Plastics and Composites, 36:942-957.
Publisher | Google Scholor